Folk ber mig ofta kontrollera deras beräkningar för "Magnabend"-spoledesigner.Detta fick mig att komma med denna webbsida som gör det möjligt att utföra automatiska beräkningar när en del grundläggande spoledata har matats in.
Stort tack till min kollega, Tony Grainger, för JavaScript-programmet som utför beräkningarna på denna sida.
SPELKalkylatorprogram
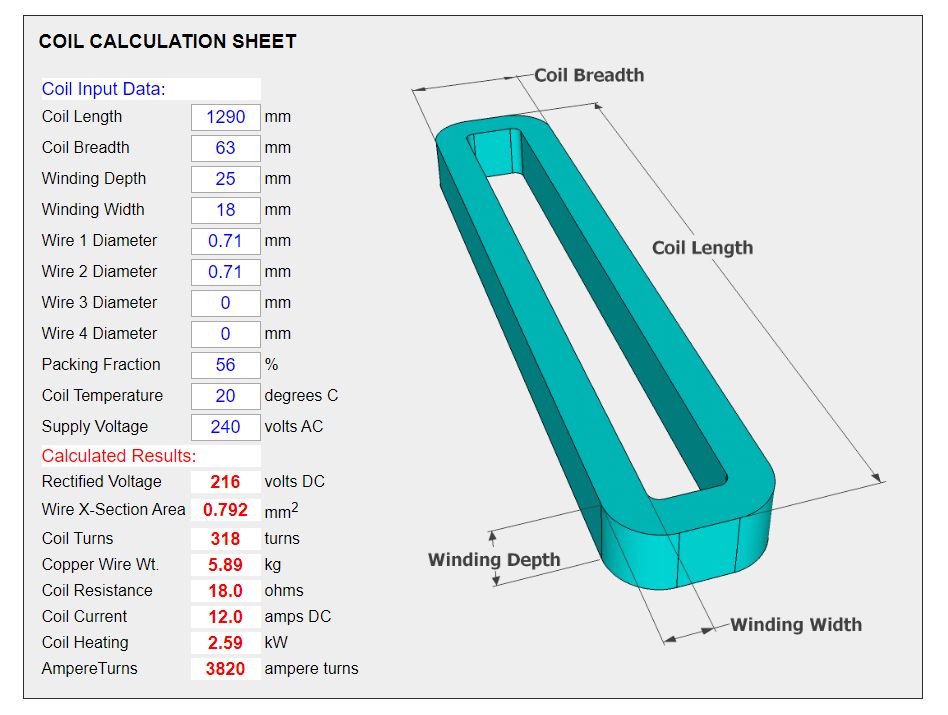
Beräkningsbladet nedan är designat för "Magnabend"-spolar men det fungerar för alla magnetspolar som arbetar från likriktad (DC) spänning.
För att använda beräkningsbladet klickar du helt enkelt i fälten Indata för spolen och skriv in dina spoledimensioner och trådstorlekar.
Programmet uppdaterar avsnittet Beräknade resultat varje gång du trycker på RETUR eller klickar i ett annat inmatningsfält.
Detta gör det mycket snabbt och enkelt att kontrollera en spoldesign eller att experimentera med en ny spoldesign.
De förifyllda siffrorna i indatafälten är bara ett exempel och är typiska nummer för en 1250E Magnabend-mapp.
Ersätt exempelnumren med dina egna spoledata.Exempelnumren kommer att återgå till arket om du uppdaterar sidan.
(Om du vill bevara dina egna uppgifter, spara eller skriv ut sidan innan du uppdaterar den).
Föreslagen spoldesignprocedur:
Ange dimensionerna för din föreslagna spole och din avsedda matningsspänning.(T.ex. 110, 220, 240, 380, 415 volt AC)
Ställ in Wire 2, 3 och 4 till noll och gissa sedan ett värde för diametern på Wire1 och notera hur många AmpereTurns som resulterar.
Justera Wire1-diametern tills dina mål AmpereTurns uppnås, säg cirka 3 500 till 4 000 AmpereTurns.
Alternativt kan du ställa in Wire1 till en önskad storlek och sedan justera Wire2 för att uppnå ditt mål, eller ställa in både Wire1 och Wire2 till önskade storlekar och sedan justera Wire3 för att uppnå ditt mål etc.
Titta nu på Coil Heating (effektförlusten)*.Om den är för hög (säg mer än 2 kW per meter spollängd) kommer AmpereTurns att behöva minskas.Alternativt kan fler varv läggas till spolen för att minska strömmen.Programmet kommer automatiskt att lägga till fler varv om du ökar spolens bredd eller djup, eller om du ökar packningsfraktionen.
Se slutligen en tabell med standardtrådsmätare och välj en eller flera trådar som har en kombinerad tvärsnittsarea som är lika med det värde som beräknades i steg 3.
* Observera att effektförlust är mycket känslig för AmpereTurns.Det är en kvadratisk lageffekt.Om du till exempel fördubblade AmpereTurns (utan att öka lindningsutrymmet) så skulle effektförlusten öka med 4 gånger!
Fler AmpereTurns kräver tjockare tråd (eller trådar), och tjockare tråd betyder mer ström och högre effektförlust om inte antalet varv kan ökas för att kompensera.Och fler varv innebär en större spole och/eller en bättre packningsfraktion.
Detta spolberäkningsprogram låter dig enkelt experimentera med alla dessa faktorer.
ANMÄRKNINGAR:
(1) Trådstorlekar
Programmet ger upp till 4 trådar i spolen.Om du anger en diameter för mer än en tråd kommer programmet att anta att alla trådar kommer att lindas ihop som om de vore en enda tråd och att de är sammanfogade i början och i slutet av lindningen.(Det vill säga att ledningarna är elektriskt parallella).
(För 2 trådar kallas detta bifilär lindning, eller för 3 trådar trifilär lindning).
(2) Packningsfraktionen, ibland kallad fyllfaktorn, uttrycker procentandelen av lindningsutrymmet som upptas av koppartråden.Det påverkas av trådens form (vanligtvis rund), tjockleken på isoleringen på tråden, tjockleken på spolens yttre isoleringsskikt (vanligtvis elektriskt papper) och metoden för lindning.Lindningsmetoden kan innefatta virrvarrlindning (även kallad vildlindning) och lagerlindning.
För en virrvarrlindad spole kommer packningsfraktionen typiskt att vara i intervallet 55 % till 60 %.
(3) Spoleeffekten från de förifyllda exempelnumren (se ovan) är 2,6 kW.Denna siffra kan tyckas ganska hög men en Magnabend-maskin är klassad för en arbetscykel på endast cirka 25 %.Därför är det i många avseenden mer realistiskt att tänka på den genomsnittliga effektförlusten som, beroende på hur maskinen används, bara blir en fjärdedel av den siffran, vanligtvis ännu mindre.
Om du designar från början är den totala effektförlusten en mycket viktig parameter att överväga;om den är för hög kommer spolen att överhettas och kan skadas.
Magnabend-maskiner konstruerades med en effektförlust på cirka 2kW per längdmeter.Med en arbetscykel på 25 % motsvarar detta cirka 500 W per längdmeter.
Hur varm en magnet blir beror på många faktorer utöver arbetscykeln.För det första innebär magnetens termiska tröghet, och vad den än är i kontakt med, (till exempel stativet) att självuppvärmningen blir relativt långsam.Under en längre period kommer magnettemperaturen att påverkas av omgivningstemperaturen, magnetens yta och även av vilken färg den är målad!(Till exempel en svart färg utstrålar värme bättre än en silverfärg).
Om man också antar att magneten är en del av en "Magnabend"-maskin, så kommer arbetsstyckena som böjas att absorbera värme medan de är fastklämda i magneten och därmed föra bort en del värme.Under alla omständigheter bör magneten skyddas av en termisk utlösningsanordning.
(4) Observera att programmet låter dig ange en temperatur för spolen och därmed kan du se dess effekt på spolresistansen och spolens ström.Eftersom het tråd har ett högre motstånd så resulterar det i en minskad spolström och följaktligen även minskad magnetiseringskraft (AmpereTurns).Effekten är ganska betydande.
(5) Programmet förutsätter att spolen är lindad med koppartråd, vilket är den mest praktiska typen av tråd för en magnetspole.
Aluminiumtråd är också en möjlighet, men aluminium har högre resistivitet än koppar (2,65 ohm meter jämfört med 1,72 för koppar) vilket leder till en mindre effektiv design.Om du behöver beräkningar för aluminiumtråd så kontakta mig.
(6) Om du konstruerar en spole för en "Magnabend" plåtmapp, och om magnetkroppen har en någorlunda standardtvärsnittsstorlek (säg 100 x 50 mm) bör du förmodligen sikta på en magnetiseringskraft (AmpereTurns) på ca. 3 500 till 4 000 ampere varv.Denna siffra är oberoende av maskinens faktiska längd.Längre maskiner kommer att behöva använda tjockare tråd (eller fler trådar) för att uppnå samma värde för AmpereTurns.
Ännu fler amperevarv skulle vara bättre, speciellt om du vill klämma fast icke-magnetiska material som aluminium.
För en given total magnetstorlek och poltjocklek kan dock fler amperevarv endast erhållas på bekostnad av högre ström och därmed högre effektförlust och åtföljande ökad uppvärmning i magneten.Det kan vara OK om en lägre arbetscykel är acceptabel, annars behövs ett större lindningsutrymme för att rymma fler varv, och det betyder en större magnet (eller tunnare poler).
(7) Om du designar, säg, en magnetchuck kommer en mycket högre arbetscykel att behövas.(Beroende på applikationen så kanske en 100% arbetscykel kan behövas).I så fall skulle du använda tunnare tråd och kanske designa för en magnetiseringskraft på säg 1 000 ampere varv.
Ovanstående anteckningar är bara för att ge en uppfattning om vad som kan göras med detta mycket mångsidiga spolkalkylatorprogram.
Standard trådmätare:
Historiskt har trådstorlekar mätts i ett av två system:
Standard Wire Gauge (SWG) eller American Wire Gauge (AWG)
Tyvärr stämmer inte mätartalen för dessa två standarder helt överens med varandra och detta har lett till förvirring.
Nuförtiden är det bäst att ignorera de gamla standarderna och bara referera till tråden med dess diameter i millimeter.
Här är en tabell över storlekar som kommer att omfatta alla trådar som sannolikt kommer att behövas för en magnetspole.
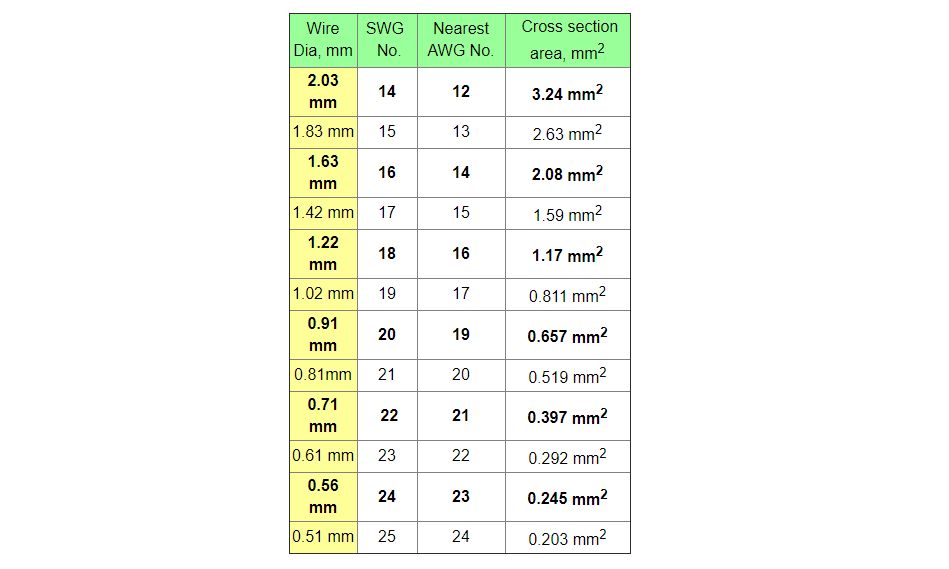
Trådstorlekarna i fet stil är de vanligaste storlekarna så välj helst en av dem.
Till exempel Badger Wire, NSW, Australien har följande storlekar i glödgad koppartråd:
0,56, 0,71, 0,91, 1,22, 1,63, 2,03, 2,6, 3,2 mm.
Kontakta mig gärna med frågor eller kommentarer.
Posttid: 2022-12-12