FÅ UT MER AV DIN MAGNABEND
Det finns flera saker du kan göra för att förbättra böjningsprestandan hos din Magnabend-maskin.
Minimera tiden som du lägger på att göra en böj.Detta hjälper till att förhindra att maskinen blir varm.När spolen blir varm ökar dess motstånd och därför drar den mindre ström och har därmed färre amperevarv och därmed mindre magnetiseringskraft.
Håll magnetens yta ren och fri från betydande grader.Grader kan säkert avlägsnas med en fräsfil.Håll även magnetens yta fri från smörjmedel såsom olja.Detta kan göra att arbetsstycket glider bakåt innan böjningen är klar.
Tjocklek Kapacitet:
Magneten tappar mycket klämkraft om det finns luftgap (eller icke-magnetiska glipor) över en eller flera av polerna.
Du kan ofta övervinna detta problem genom att sätta in ett stålskrot för att fylla upp gapet.Detta är särskilt viktigt vid bockning av tjockare material.Tillsatsstycket ska ha samma tjocklek som arbetsstycket och det ska alltid vara stål oavsett vilken sorts metall arbetsstycket är.Diagrammet nedan illustrerar detta:
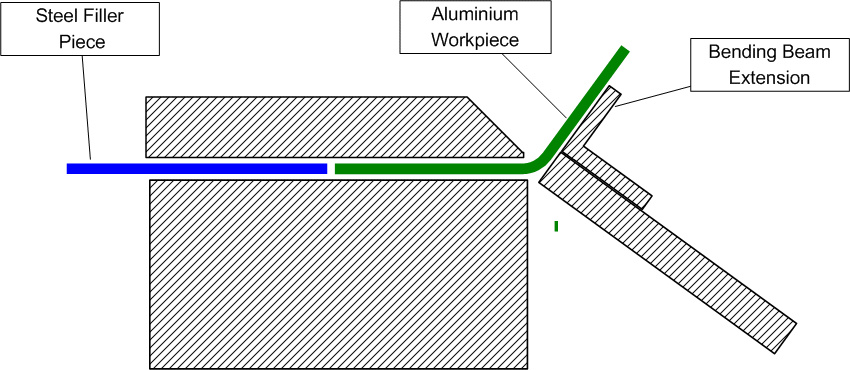
Ett annat sätt att få maskinen att böja ett tjockare arbetsstycke är att montera ett bredare förlängningsstycke på bockningsbalken.Detta kommer att ge mer hävstång på arbetsstycket, men uppenbarligen kommer detta inte att vara någon hjälp om inte arbetsstycket har en tillräckligt bred läpp för att gripa in i förlängningen.(Detta illustreras också i diagrammet ovan).
Specialverktyg:
Lättheten med vilken specialverktyg kan integreras med Magnabend är en av dess mycket starka egenskaper.
Här är till exempel en klämbygel som har bearbetats med en speciell tunn nos för att klara formningen av en lådkant på ett arbetsstycke.(Den tunna nosen kommer att resultera i viss förlust av klämkraft och viss förlust av mekanisk hållfasthet och kan därför endast vara lämplig för lättare mätare av metall).(En Magnabend-ägare har använt verktyg som detta för produktionsartiklar med gott resultat).

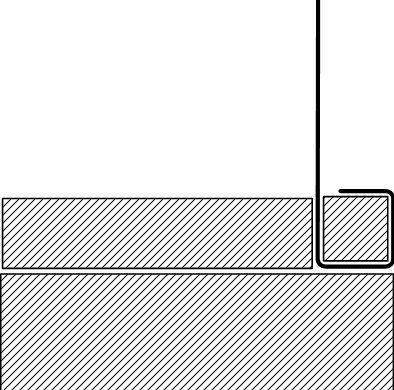
Denna lådkantsform kan också formas utan behov av en specialbearbetad klämbygel genom att kombinera grundläggande stålsektioner för att göra verktyget som visas till vänster.
(Det är lättare att göra denna typ av verktyg men det är mindre bekvämt att använda jämfört med den specialbearbetade klämman).
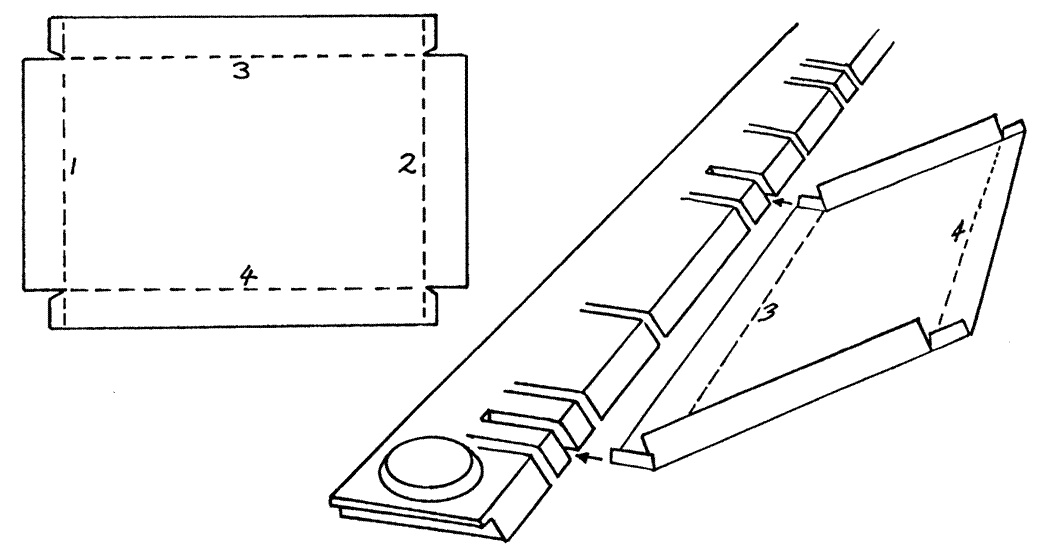
Ett annat exempel på specialverktyg är den slitsade klämbygeln.Användningen av detta förklaras i manualen och det visas här:

Denna bit av 6,3 mm (1/4") tjock samlingsskena böjdes på en Magnabend med hjälp av en speciell klämma med en fals som fräss igenom den för att ta samlingsskenan:
Falsad klämskena för bockning av kopparskena.
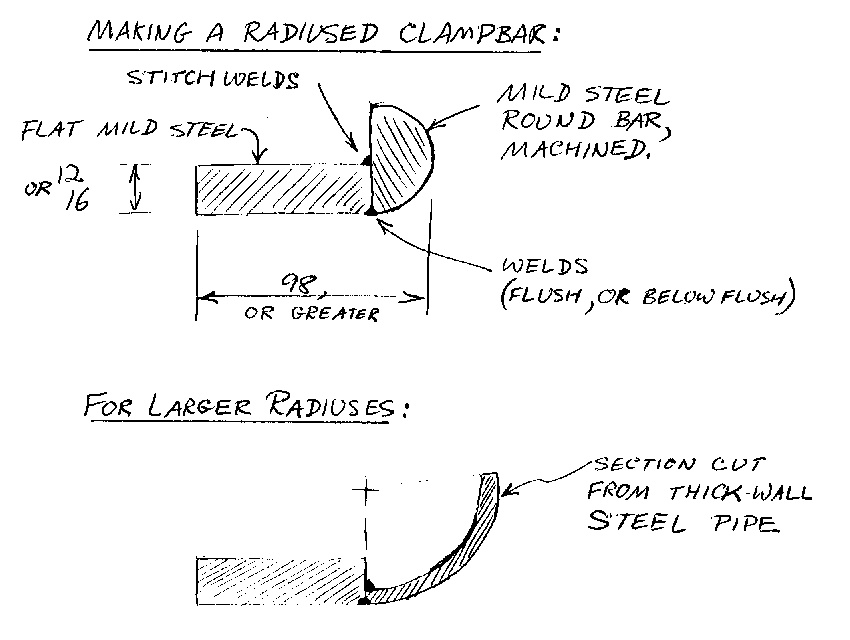
Det finns en myriad av möjligheter för specialverktyg.
Här är några skisser för att ge dig den typen av idé:
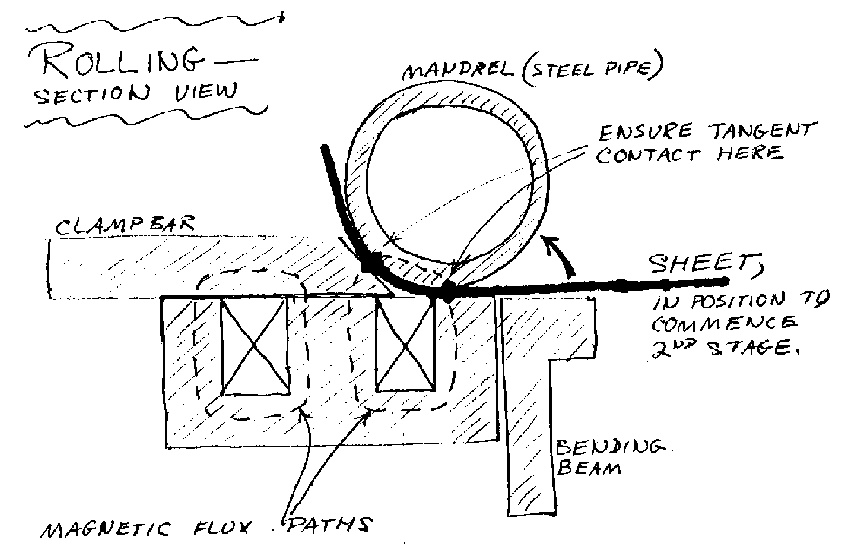
När du använder ett icke-fäst rör för att bilda en kurva, observera detaljerna i ritningen nedan.Det är av största vikt att delarna är anordnade på ett sådant sätt att det magnetiska flödet, representerat av de streckade linjerna, kan passera in i rörsektionen utan att behöva passera ett betydande luftgap.