MAGNABEND CENTRELLÖST GÅNGJÄRN
Efter många förfrågningar lägger jag nu till detaljerade ritningar av Magnabend mittlösa gångjärn på denna webbplats.
Observera dock att dessa gångjärn är för svåra att göra för en engångsmaskin..
Huvuddelarna av gångjärnet kräver noggrann gjutning (till exempel genom investeringsprocessen) eller bearbetning med NC-metoder.
Hobbyister borde nog inte försöka göra detta gångjärn.
Tillverkarna kan dock tycka att dessa ritningar är mycket användbara.
(En alternativ stil av gångjärn som är mindre svår att göra, är PANTOGRAPH STIL. Se det här avsnittet och den här videon).
Magnabend CENTRELESS COMPOUND GÅNGJÄRN uppfanns av Mr Geoff Fenton och patenterades i många länder.(Patenten har nu gått ut).
Designen på dessa gångjärn gör att Magnabend-maskinen är helt öppen.
Böjningsbalken svänger runt en virtuell axel, vanligtvis något ovanför maskinens arbetsyta, och balken kan svänga genom hela 180 graders rotation.
På ritningarna och bilderna nedan visas endast en enda gångjärnsenhet.För att definiera en gångjärnsaxel måste dock minst 2 gångjärnsenheter installeras.
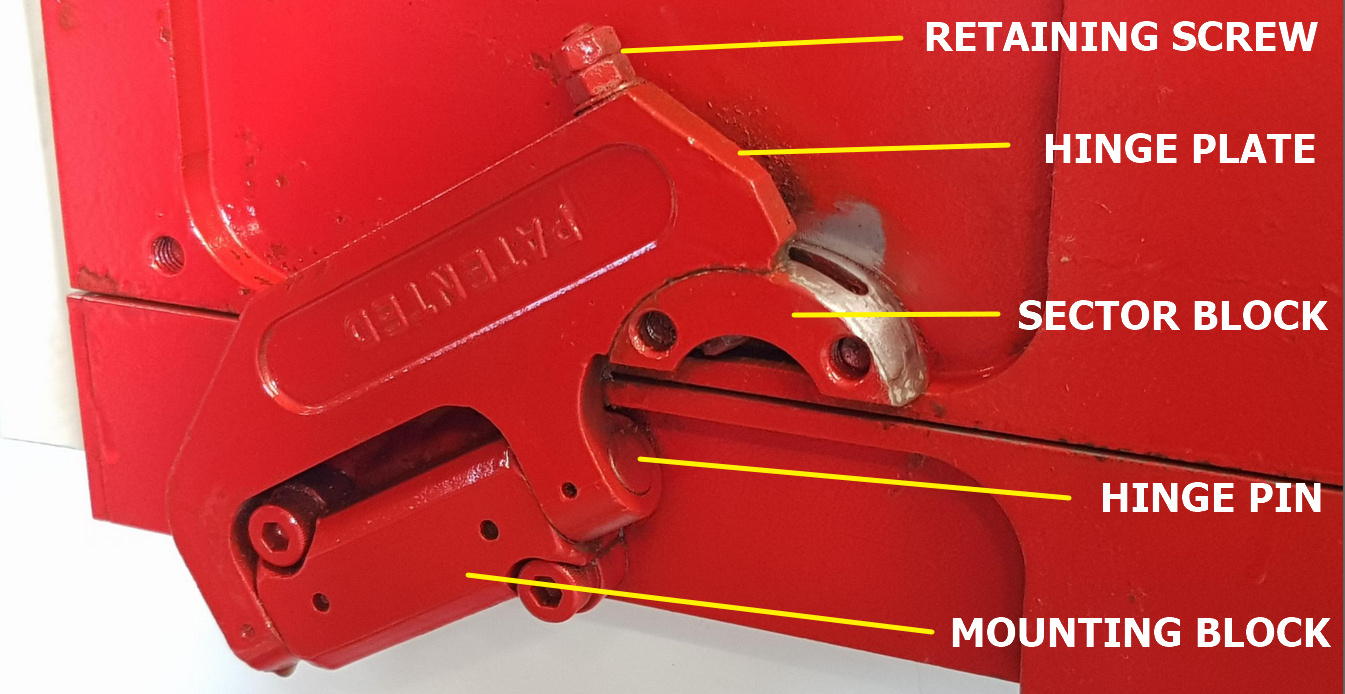
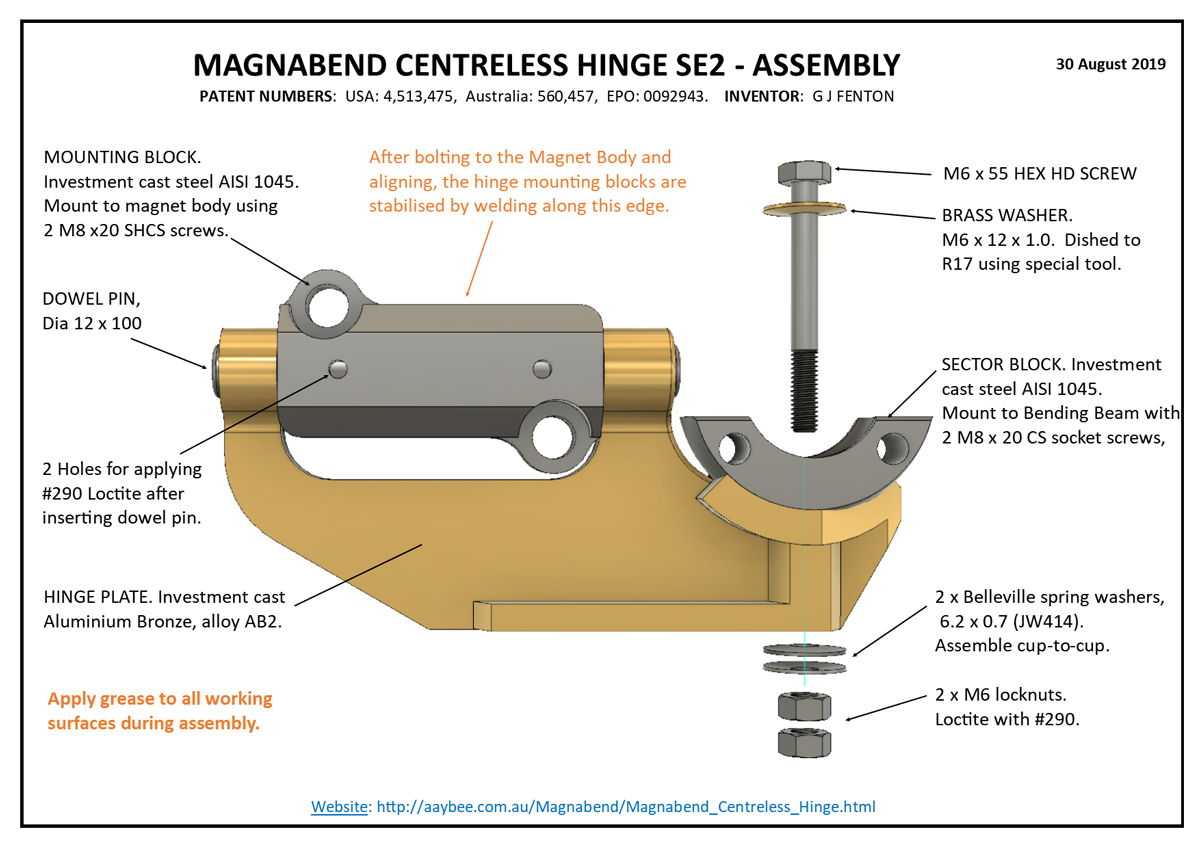
Gångjärnsmontering och identifiering av delar (böjande balk i 180 grader):
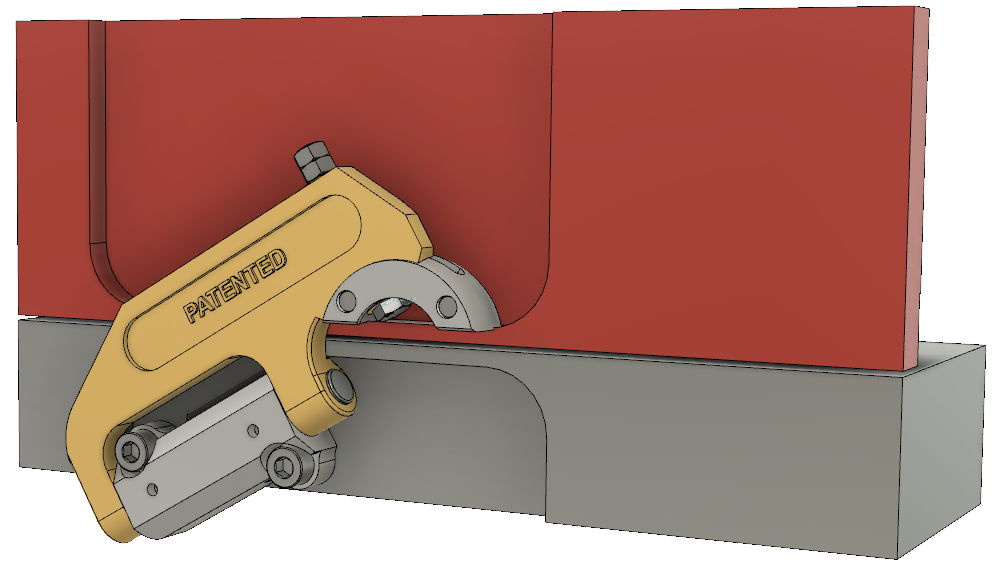
Gångjärn med böjningsbalk i ca 90 graders läge:

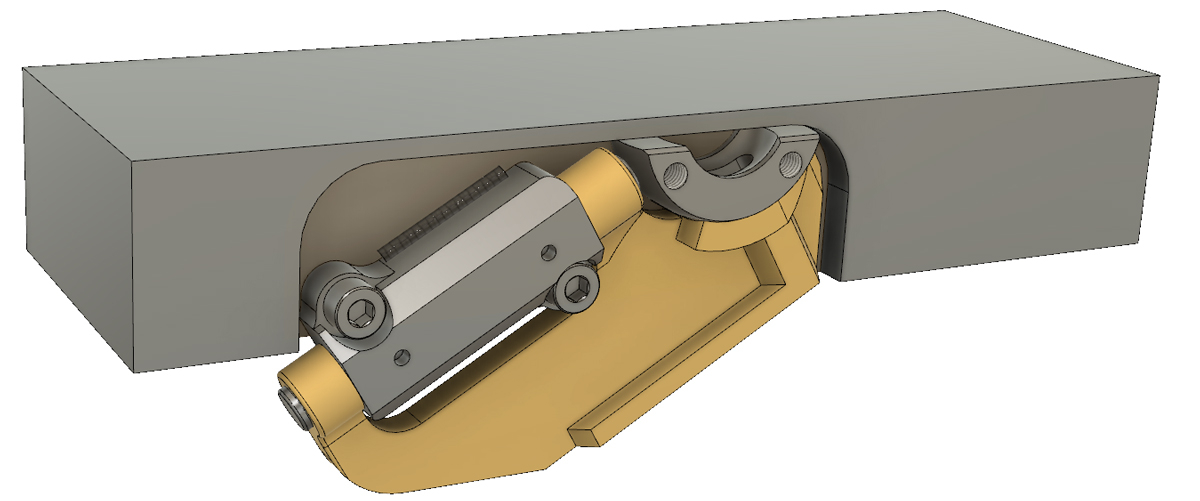
Monterad gångjärnsenhet -3D-modeller:
Diagrammet nedan är hämtat från en 3D-modell av gångjärnet.
Genom att klicka på följande "STEP"-fil: Mounted Hinge Model.step kommer du att kunna se 3D-modellen.
(Följande appar öppnar .step-filer: AutoCAD, Solidworks, Fusion360, IronCAD eller i en "visare" för dessa appar).
Med 3D-modellen öppen kan du titta på delarna från vilken vinkel som helst, zooma för att se detaljer eller få vissa delar att försvinna för att kunna se andra delar tydligare.Du kan också göra mätningar på någon av delarna.
Mått för montering av gångjärnsenheten:
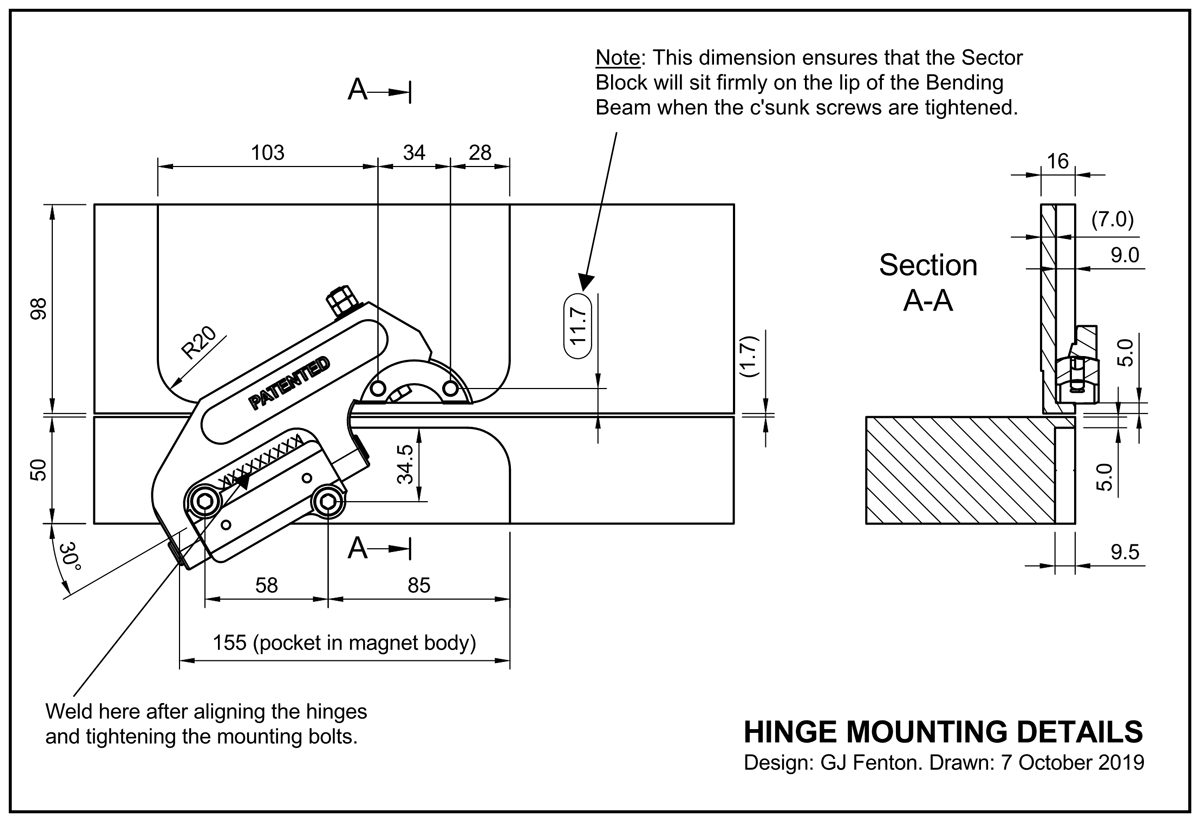
Gångjärnsmontering:
Klicka på ritningen för en förstorad vy.Klicka här för en pdf-fil: Hinge Assembly.PDF
Detaljerade ritningar:
3D-modellfilerna (STEP-filer) som ingår nedan kan användas för 3D-utskrift eller för Computer Aided Manufacturing (CAM).
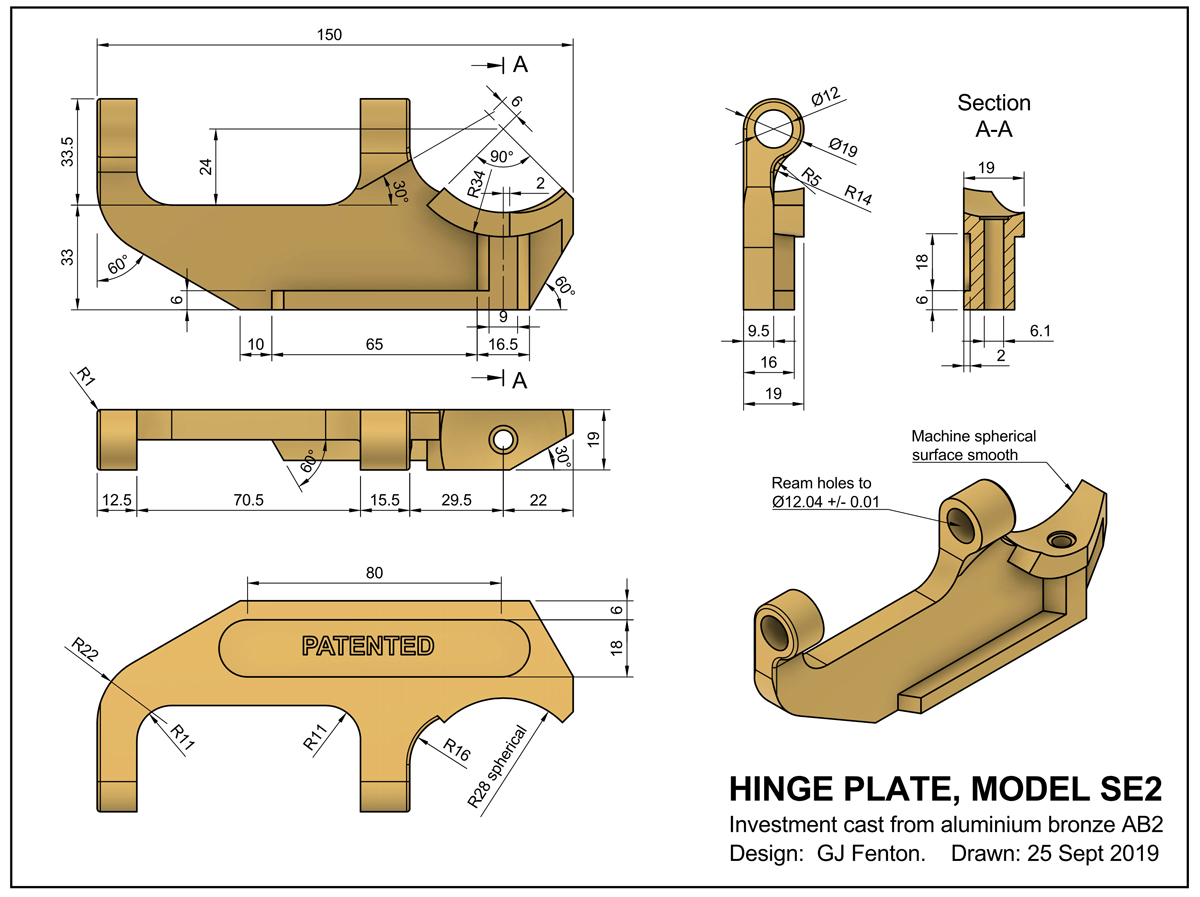
1. Gångjärnsplatta:
Klicka på ritningen för en förstorad vy.Klicka här för en pdf-fil: Hinge Plate.PDF.3D-modell: Gångjärnsplatta.steg
2. Monteringsblock:
Klicka på ritningen för att förstora.Klicka här för en pdf-fil: Mounting_Block-welded.PDF, 3D-modell: MountingBlock.step
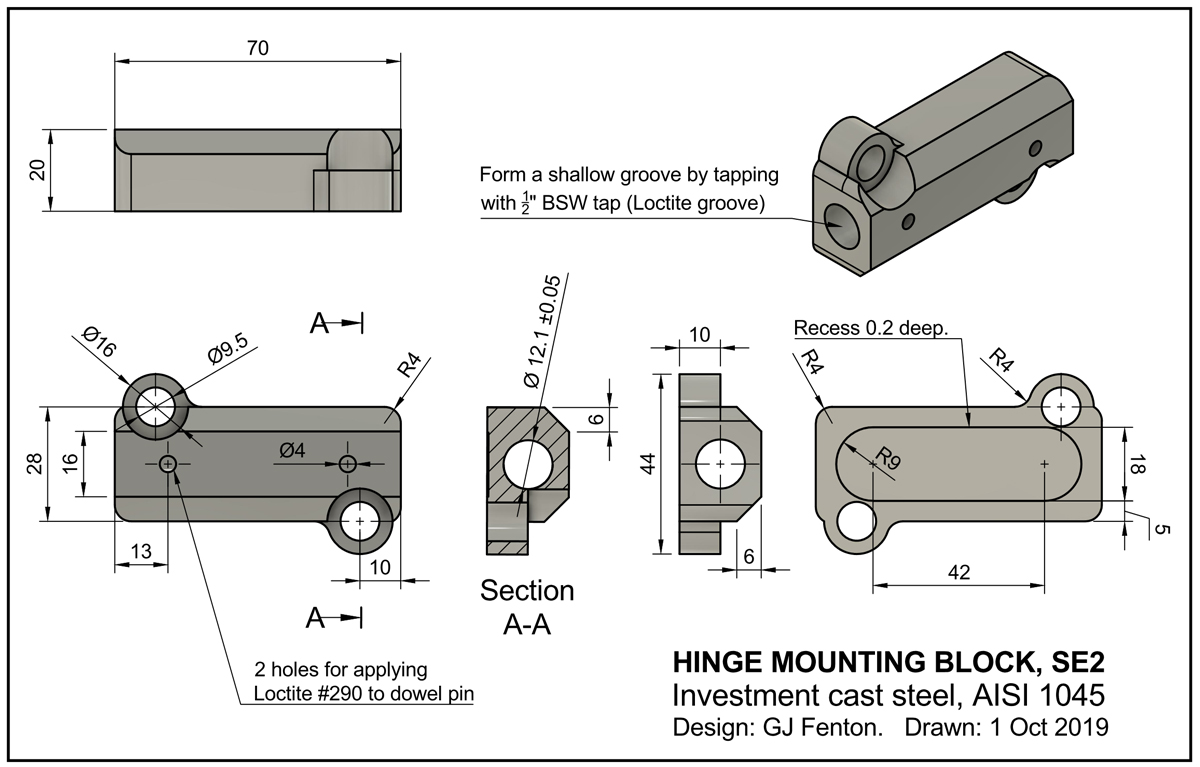
Materialet för monteringsblocket är AISI-1045.Detta kolstål är valt för sin höga hållfasthet och motståndskraft mot smidning runt gångjärnsstiftshålet.
Observera att detta gångjärnsmonteringsblock är utformat för att stabiliseras genom svetsning på magnetkroppen efter slutlig inriktning.
Notera även specifikationen för en ytlig gänga i hålet för gångjärnstappen.Denna gänga tillhandahåller en kanal för insugning av Loctite som appliceras under gångjärnsmontering.(Gångjärnstapparna har en stark tendens att lösa sig om de inte är väl låsta).
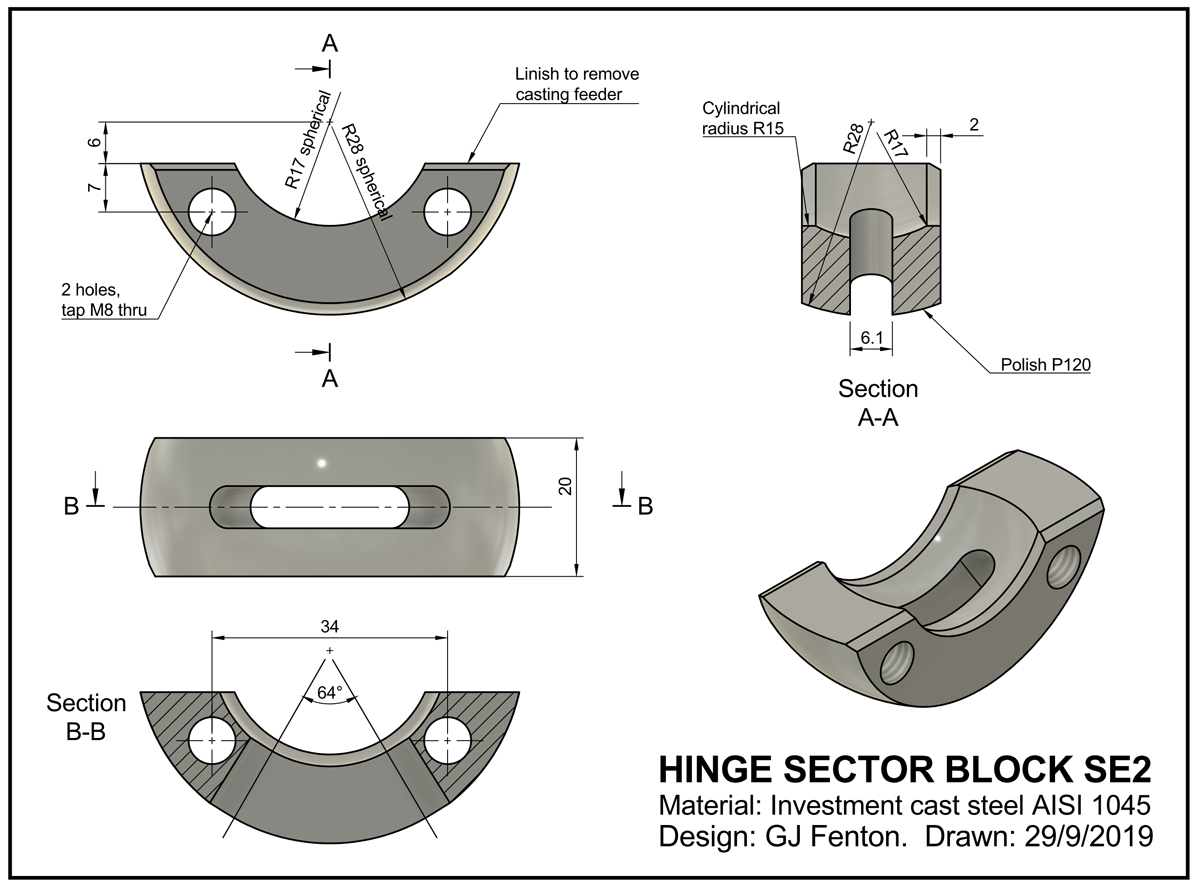
3. Sektorblock:
Klicka på ritningen för en förstorad vy.Klicka här för en pdf-fil: Sector Block.PDF, 3D Cad-fil: SectorBlock.step
4. Gångjärnsstift:
Härdat och slipat precisionsstift av stål.

Diameter 12,0 mm
Längd: 100mm
PÅBRUTADE GÅNGJÄRN
I ritningarna och modellerna ovan är gångjärnsenheten bultad till böjbalken (via skruvarna i sektorblocket) men infästningen till magnetkroppen är beroende av bultning OCH svetsning.
Gångjärnsenheten skulle vara mer bekväm att tillverka och installera om svetsning inte krävdes.
Under utvecklingen av gångjärnet fann vi att vi inte kunde få tillräckligt med friktion med enbart bultar för att garantera att monteringsblocket inte skulle glida när höga lokaliserade belastningar applicerades.
Obs: Själva bultarnas skaft förhindrar inte att monteringsblocket glider eftersom bultarna sitter i överdimensionerade hål.Frigång i hålen är nödvändig för justering och små felaktigheter i positionerna.
Vi levererade dock helt påskruvade gångjärn för en rad specialiserade Magnabend-maskiner som var designade för produktionslinjer.
För dessa maskiner var gångjärnsbelastningen måttlig och väldefinierad och påskruvade gångjärn fungerade därför bra.
I diagrammet nedan har monteringsblocket (blå färg) designats för att acceptera fyra M8-bultar (istället för två M8-bultar plus svetsning).
Detta var designen som användes för produktionslinjens Magnabend-maskiner.
(Vi tillverkade cirka 400 av dessa specialiserade maskiner av olika längd främst under 1990-talet).
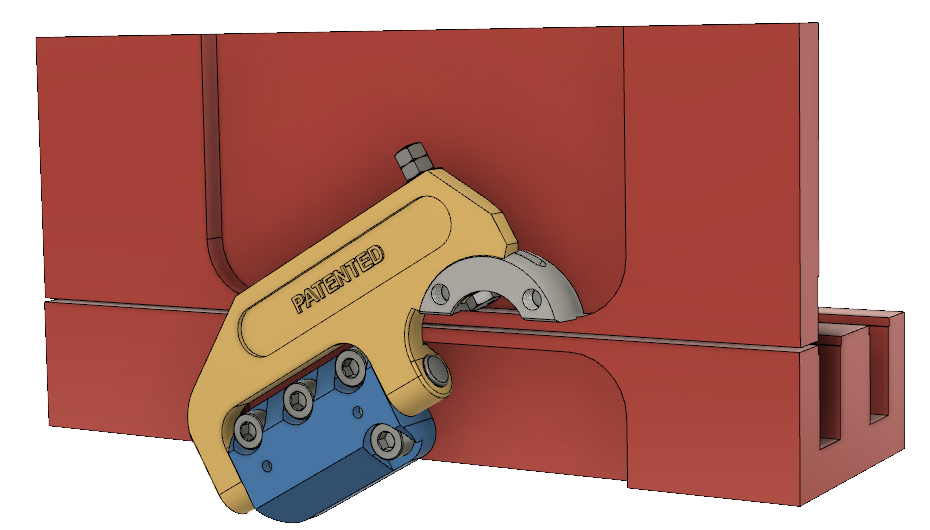
Observera att de två övre M8-bultarna går mot den främre polen på magnetkroppen som bara är 7,5 mm tjock i området under gångjärnsfickan.
Dessa skruvar får alltså inte överstiga 16 mm långa (9 mm i monteringsblocket och 7 mm i magnetkroppen).
Om skruvarna var längre skulle de träffa Magnabend-spolen och om de var kortare skulle det vara otillräcklig gänglängd, vilket innebär att gängorna kan lossna när skruvarna dras åt till den rekommenderade spänningen (39 Nm).
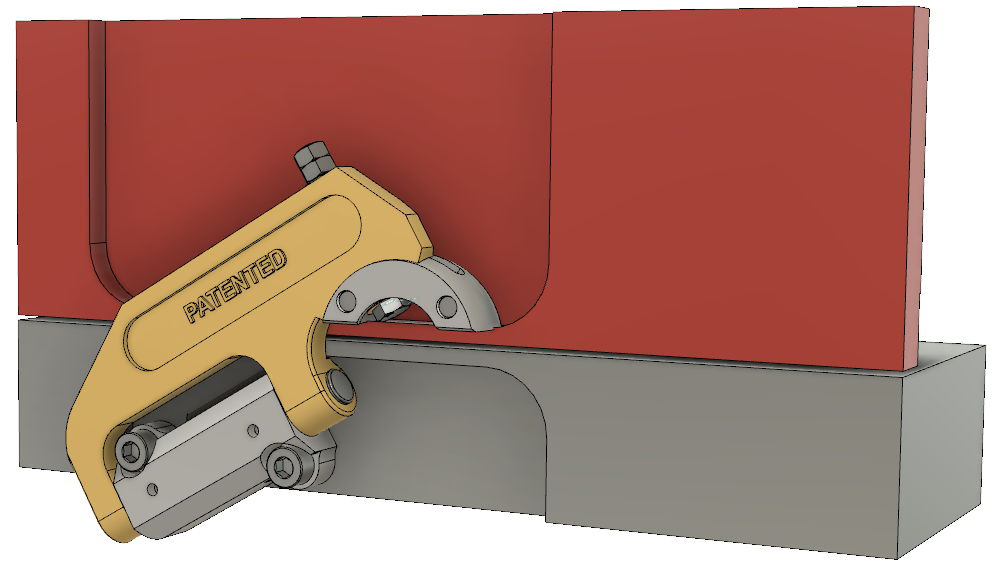
Monteringsblock för M10 bultar:
Vi gjorde några tester där monteringsblockshålen förstorades för att acceptera M10-bultar.Dessa större bultar kan dras åt till en högre spänning (77 Nm) och detta, i kombination med användning av Loctite #680 under monteringsblocket, resulterade i mer än tillräcklig friktion för att förhindra glidning av monteringsblocket för en standard Magnabend-maskin (klassad att böjas) upp till 1,6 mm stål).
Men denna design behöver lite förfining och mer testning.
Diagrammet nedan visar gångjärnet monterat på magnetkroppen med 3 x M10 bultar:
Om någon tillverkare vill ha mer information om ett helt påskruvat gångjärn, vänligen kontakta mig.